7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2023-04-20 17:37:12
點擊:1057
316L不銹鋼鍛件要注意的事項有很多,但是并不是每一項都要嚴格的注意,316L不銹鋼鍛件端面開裂怎么辦?下面這篇文章主要給大家進行 講述。
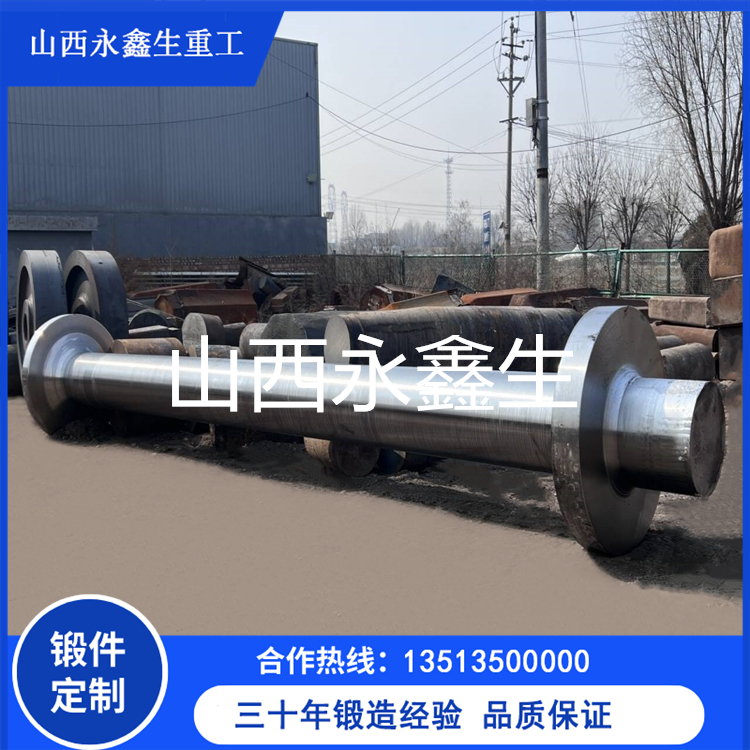
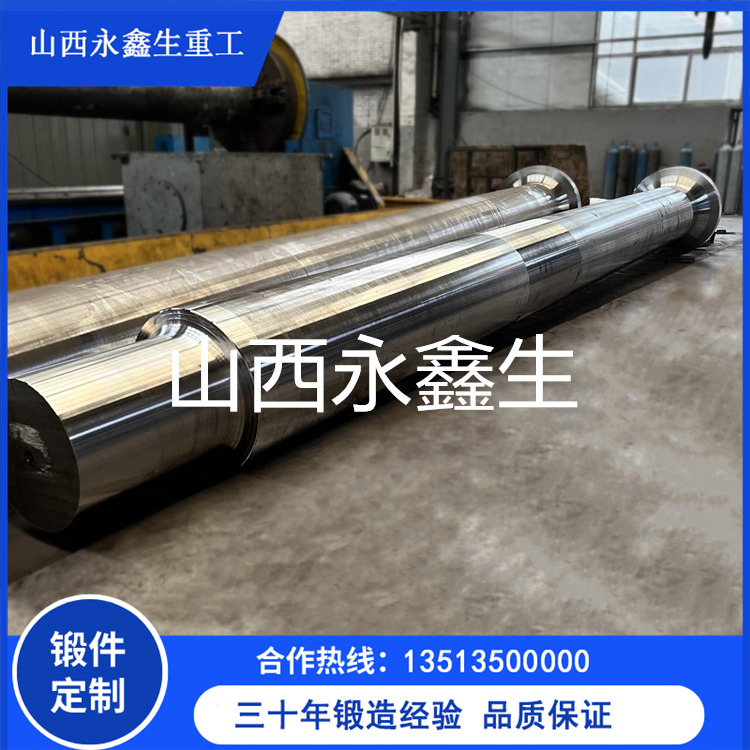
隨著工業水平的不斷發展 ,不銹鋼大型鍛件的需求量不斷增加。我廠在采用5.4t鋼錠生產軸類鍛件過程中,出現鍛件端面及鉗把與錠身連接處開裂 、內凹現象 ,隨著鍛造過程的延續 ,裂紋向錠身方向發展 導致鍛件不能繼續加工 。
在采用316L不銹鋼5.4t鋼錠生產鍛件的過程中,鍛件兩個端面形成嚴重的裂紋及內凹 。其中鉗把與端面的過渡區裂紋最為嚴重 ,繼續鍛造很可能導致鉗把脫落 ,而且由于裂紋在鍛造過程中向鍛件內部延伸,最終可能導致鍛件長度不夠。出現以上問題的原因有以下幾點 : 1)由于不銹鋼材料高溫塑性較差 在成形過程中金屬變形不均勻 ,與錘頭及V型砧接觸區域金屬變形遠大于端面中心金屬流動 ,因此在成形過程中,外圍金屬逐漸將靠近中心區域金屬包裹 ,形成內凹;2)不銹鋼可鍛溫度區間在 1180—900°C,坯料出爐后 ,鍛件表面溫度下降快 ,塑性下降 ,開裂傾向大;3)相對錠身 ,鉗把與錠身連接處相對直徑小 ,表面積大,冷卻速度快 ,塑性差。在成形過程中鉗把與錠身相接處產生應力集中,導致開裂及內凹。類似情況在不銹鋼自由鍛成形中比較常見 ,對鍛件質量的影響較大 ,因此值得深入研究并提出相應的解決措施 。
為了分析鍛件兩個端面開裂和內凹的原因,對鍛件采用上平 、下 V型砧拔長過程進行了有限元分析。為了減少模擬時間。由于研究的重點主要集中在鍛件的兩個端面,因此將鍛件的長度減小為400mm;模型直徑與鍛件一致為800mm,鍛件上各圓角半徑均為50mm。上下模設定為剛性體 ,溫度 300~C, 鍛件劃分網格20000個 ,溫度1000~C。只對一次下壓過程進行分析 ,將下壓量設定150mm,每步下壓量10nlm。通過該截面上鍛件成形過程應力應變及損傷情況能有效的分析鍛件總體的變形情況1)由于 316L塑形較差 ,導致變形區域小 ,因此在變形區域端面成鼓形 ,容易開裂 ;2)變形過程中,金屬流動主要集中在鍛件與上平砧接觸的區域 ,而在端面中心及靠近鉗把 的區域幾乎沒有變形 因此在不斷成形過程中,端面外層金屬逐漸將內層金屬包裹 ,形成內凹,形成內凹的區域應力集中造成開裂 ;3)如果這些裂紋及\內凹不及時處理,在反復加熱和成形過程中,裂紋表面不斷氧化并向鍛件心部擴張。4)由于316L塑形較差 ,可以推斷在鍛件壓鉗口及鐓粗的過程中,由于端面與模具接觸時間較長 端面溫度低 ,端面已產生微裂紋 。若未經處理 ,這些微裂紋將在后續成形過程中成為裂紋源。
不銹鋼鍛件端面開裂問題涉及到材料性能 、 溫度控制及工藝方案的確定等多個方面。鍛件結構對端面開裂有著重要的影響 ,確定適當的鍛件結構 ,有助于減少開裂傾向。為了給減少端面開裂提供依據 ,采用數值模擬方法對影響鍛件端面質量的三個因素即根部圓角尺 、頂部圓角R 和端面斜度0t以及在端面和鉗把過渡區域設置臺進行分析,采用四種方案進行有限元數值模擬得到的等效應變及損傷。端面變形比較均勻 ,即增大根部圓角尺及端面斜度0L有助于減少內凹及裂紋的產生,金屬內凹顯著 ,增加凸臺沒有使內凹情況得到改善。因此可以得出結論 :增大根部圓角尺及端面斜度 ,有助于減少內凹及裂紋的產生 ,大的頂部圓角增大內凹及裂紋趨勢 ,在端面和鉗把過渡區域設置臺階對內凹及裂紋無改善。為了達到增大根部圓角及端面斜度應采取以下工藝 手段 : 1)在壓鉗口過程中,應有意增大根部圓角及端面斜度 ; 2)在鐓粗過程中,應采用球面鐓粗或錐形面鐓粗 ,錐形面的角度應比一般材料適當增大 ,同時加大漏盤上鉗:把與錠身連接處過渡圓角 ; 3)控制鍛件溫度在合理的鍛造溫度 內,可采用先兩頭后中間的拔長方法。 4)在保證鍛比的情況下 ,盡量減少鐓拔次數或增大鐓粗高度 ,以減小端面的反復變形 ; 5)合理控制下壓量 ,開始應輕壓 ,當變形量超過30%后才能重壓 ,每火次后及時清傷 ;6)對于已產生比較嚴重裂紋的鍛件 ,可采用拔長過程避開兩個端面的成形方法,避免裂紋進一步延伸.
總之,(1)銹蝕現象系因氯含量嚴重超標而產生的點腐蝕所致 ,最大點蝕坑直徑為(8—10)m,深度為(10~12)m,為輕度點腐蝕 。(2)腐蝕坑只在少數局部區域分布,并非沿整個銹蝕層下面密集分布。(3)在確保整個試板表面(沿厚度方向)一次性打磨0.2mm以上后 ,徹底杜絕了二次點腐蝕的再次發生。
以上就是這篇文章主要給大家講述的內容,希望對大家能夠有所幫助。選擇永鑫生,選擇品質!
聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼