7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2023-05-18 17:52:40
點擊:1226
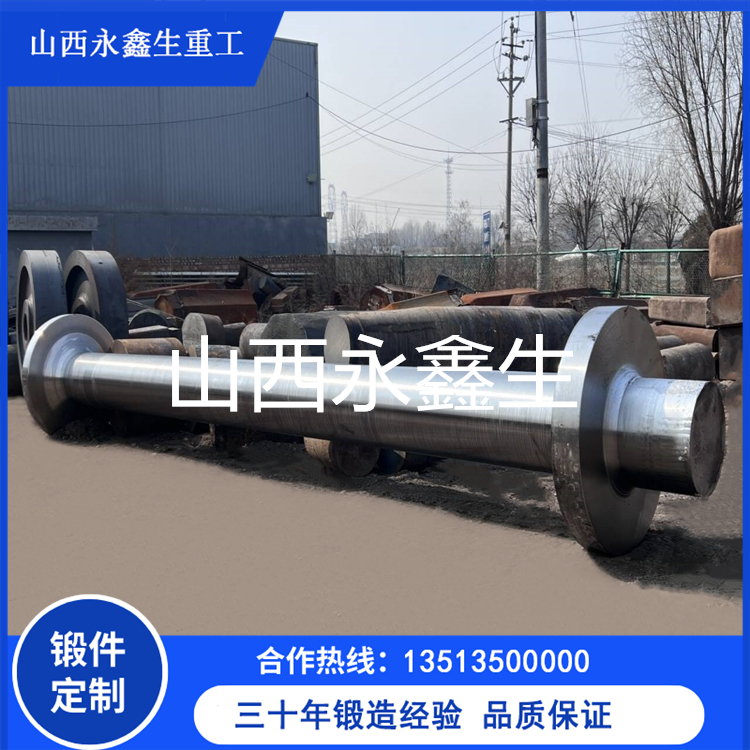
不銹鋼鍛件要注意的事項有很多,但是并不是每一項都要嚴格的注意,不銹鋼鍛件表面如何修復?下面這篇文章主要給大家進行講述。
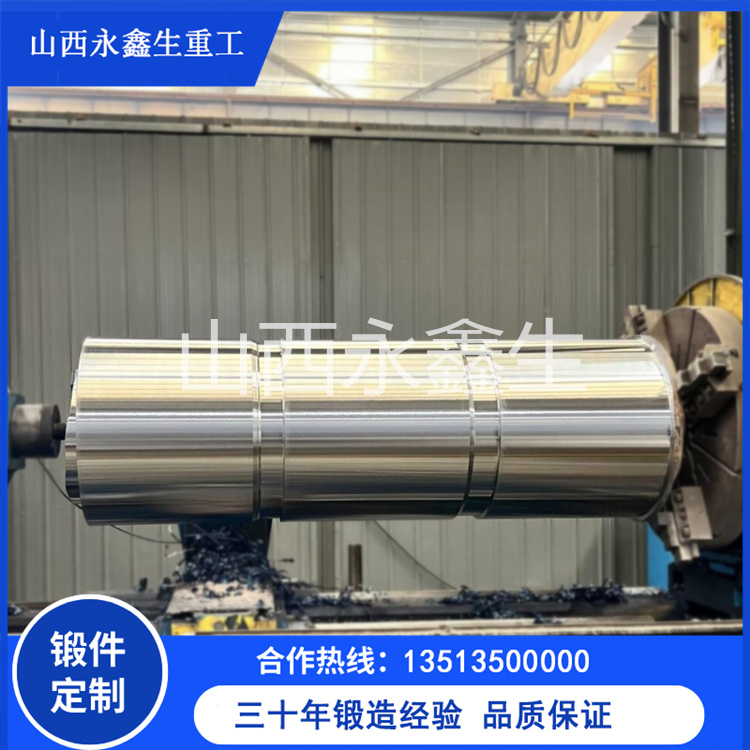
金屬堆焊技術是選用很高紅硬性、高硬度、高耐磨性的堆焊金屬,在鍛件易疲勞變形部位,堆焊上一定厚度的合金鋼。因此堆焊時應根據鍛件的不同要求選用合適的焊條,如錳鉬鋼、錳鉻硅等焊條等。
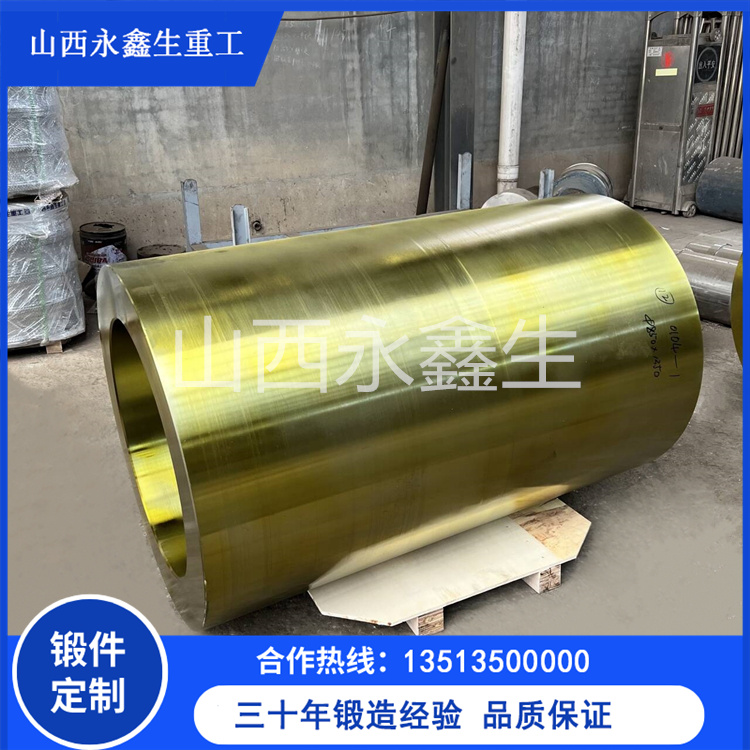
鍛件電鍍是應用電化學的基本原理,在電解液中,將鍛件作為陰極,以金屬作為陽極,通過直流電,在鍛件表面沉積出牢固覆層的工藝過程。鍛件電鍍前應脫脂、除銹和活化處理,鍍后可進行純化處理。
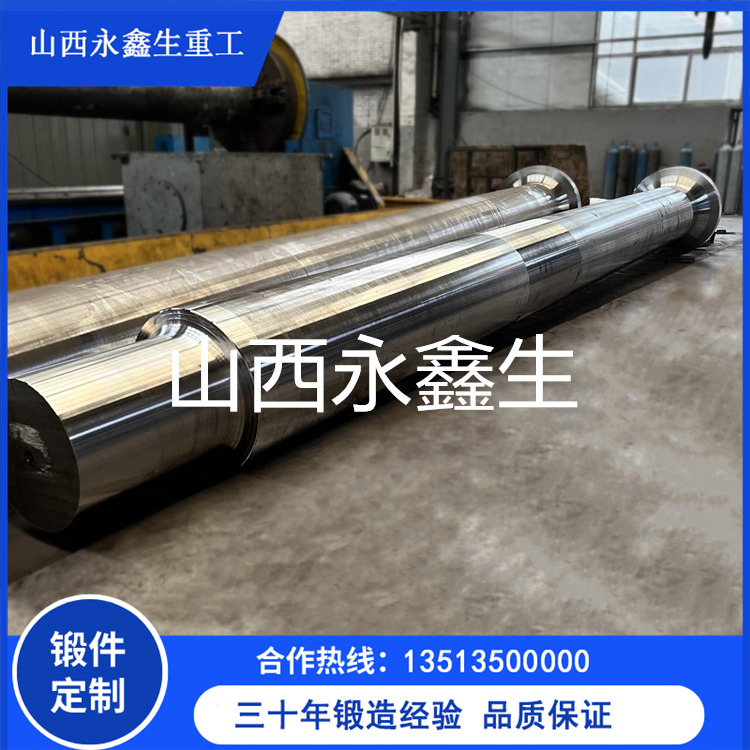
修復的鍛件一般部位用氣動砂輪鏟除疲勞裂紋,死角深部用電弧氣刨消除后,可用氣割在修復部分均加工深10mm的凹臺,然后進行表面清潔。為了防止堆焊修復后開裂,堆焊鍛件要進行預熱(450~500°C),堆焊完成后要緩冷,防止開裂,再立即進行回火。此時堆焊部位的硬度遠高于模體硬度。
聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼