7*24小時服務(wù)熱線:
歡迎您光臨山西永鑫生鍛造有限公司官方網(wǎng)站!
7*24小時服務(wù)熱線:


更新時間:2021-07-04 14:20:03
點擊:1857
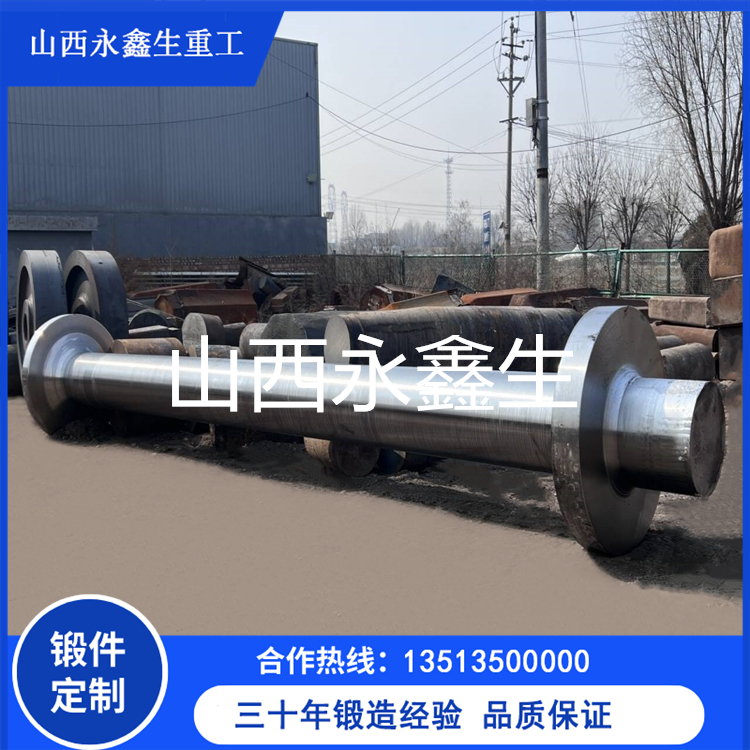
我公司是鍛件的生產(chǎn)廠家,每年生產(chǎn)很多水輪機主軸鍛件,其中生產(chǎn)的主軸鍛件多為整鍛主軸。隨著機組升級改造,現(xiàn)階段生產(chǎn)的整鍛主軸鍛件碳當量≤0.52%,有效截面尺寸大、強度要求較高,通常的正回火難以滿足性能要求。通過調(diào)整工藝、改變淬火冷卻方式、降低回火溫度等工藝措施,滿足主軸鍛件機械性能。
1.技術(shù)要求
主軸鍛件熱處理難點:碳當量低、強度要求高,兩端大法蘭處截面尺寸大,縱向試料位置冷卻效果不好,強度無法滿足技術(shù)要求。用正回火工藝,材料切向性能與技術(shù)要求比較接近,而軸端縱向性能與技術(shù)要求差距較大。采用正回火工藝,該主軸性能無法滿足技術(shù)要求。
2.工藝方案制定
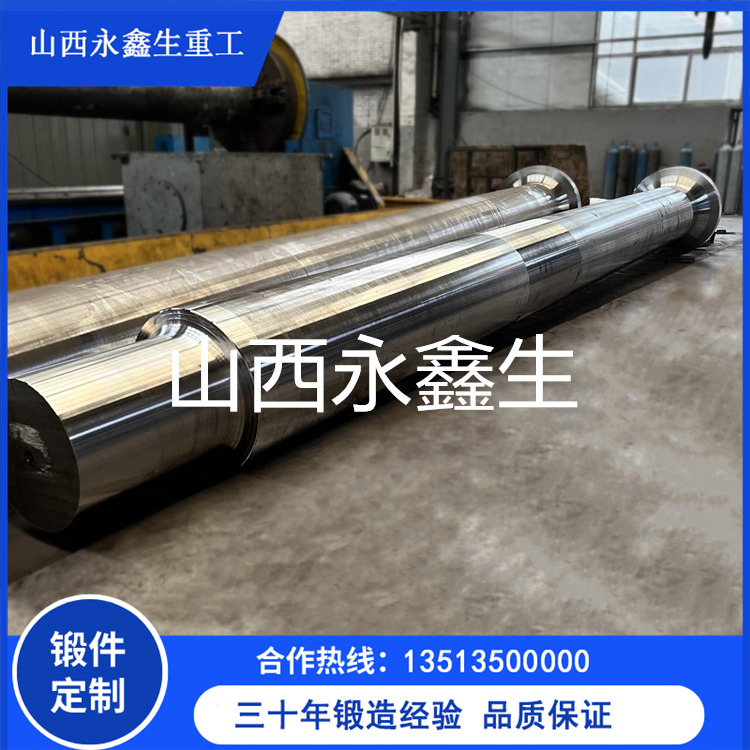
主軸鍛件我公司共生產(chǎn)5件,其中一支主軸鍛件實測化學成分,由于碳當量較低,軸端截面尺寸大,為了提高軸端的冷卻速度而又避免產(chǎn)生過大應(yīng)力,擬定采取水淬+油冷的淬火冷卻方式,通過采用水淬+油冷,切向性能滿足技術(shù)要求。但法蘭端部截面大,淬火冷卻介質(zhì)影響冷卻效果,且縱向B、c取樣部位冷卻不充分、冷卻速度偏低,水冷20 min只能淬透表層,致使抗拉強度普遍偏低。采用調(diào)質(zhì)工藝與正回火工藝相比,切向、縱向性能都有不同程度的改善。
考慮主軸鍛件的碳當量≤0.52%,同時實測碳含量為0.3%,水冷淬裂的風險小,擬定采用水冷的冷卻方式同時降低回火溫度,以期提高軸端縱向強度。對熱處理工藝做了以下調(diào)整,具體熱處理工藝。兩端法蘭縱向B、C的強度有較大提高,且性能均滿足技術(shù)要求。水淬油冷工藝與正回火工藝相比雖然性能有不同程度提高,但水冷時間不夠、只能淬透表層,兩端法蘭縱向B、C取樣部位水冷時間短、冷卻不充分,受淬火冷卻介質(zhì)影響,冷卻速度偏低。經(jīng)過水冷同時降低回火溫度等工藝措施,提高了縱向B、c取樣部位的冷卻速度,使強度有較大提高。
3.結(jié)論
經(jīng)過對調(diào)質(zhì)熱處理工藝的優(yōu)化,最終使主軸鍛件性能指標全部合格,按照調(diào)整后的熱處理工藝,我公司后續(xù)又生產(chǎn)了4件,熱處理一次合格,驗證了工藝對此類主軸鍛件的適用性。對于碳當量低、強度要求高的大截面整鍛主軸,在正回火難以達到技術(shù)要求的情況下,可通過調(diào)質(zhì)熱處理提高冷卻速度、降低回火溫度等工藝措施提高強度指標。
聯(lián)系: 楊經(jīng)理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業(yè)園1號

微信二維碼