7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2022-08-23 14:45:14
點擊:1408
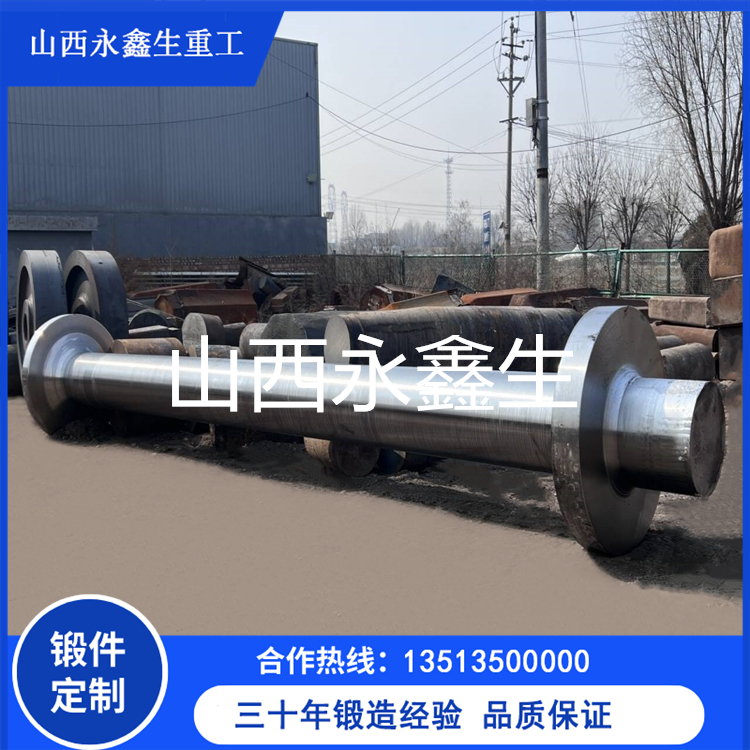
隨著農業自動化生產水平的不斷提高,大型農用機械的需求量不斷加大,對農業機械重要傳動受力部件所使用鋼材的綜合機械性能提出了新要求,常用的普通碳素結構鋼已無法滿足要求。中碳合金鋼具有優良的塑性、韌性及綜合機械性能,可滿足傳動受力部件的綜合機械性能要求。但中碳合金鋼的含碳量偏高,且含有各種不同的微量元素,導致其焊接性能不理想。為保證傳動受力部件焊接工藝,同時降低生產成本,對中碳合金鋼中的F92焊接性能進行研究分析,總結焊接參數,優化焊接工藝。焊接材料及試驗方法
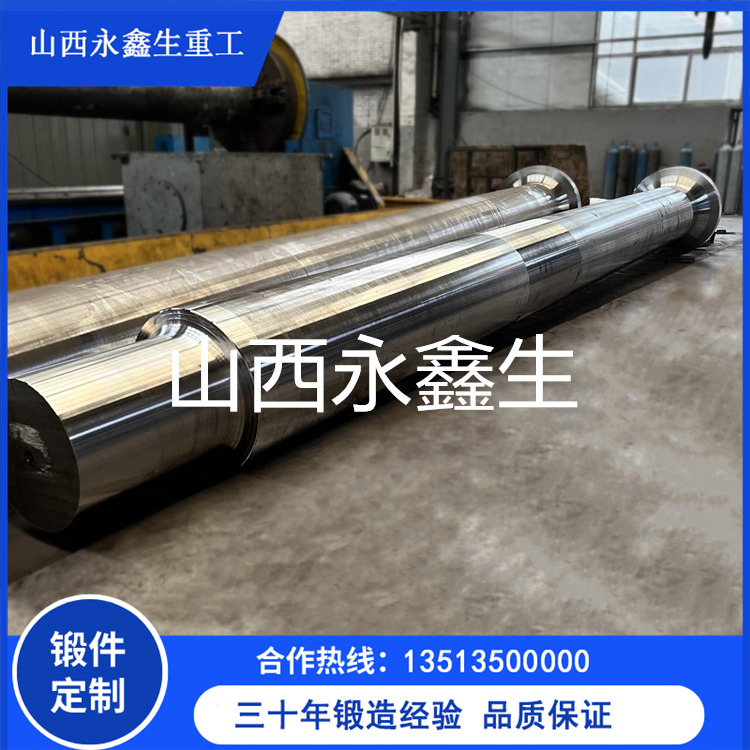
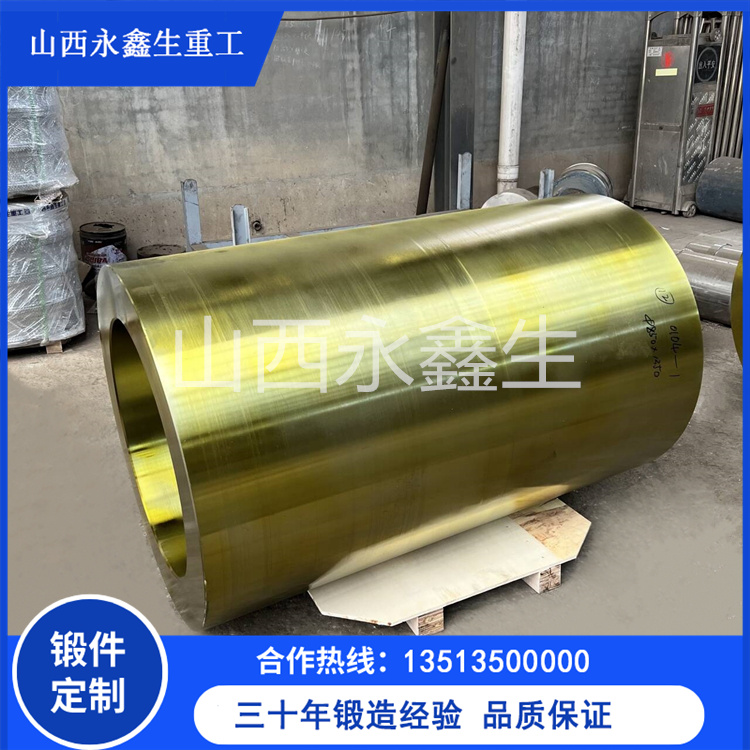
焊接試驗用材料為中國山東萊鋼生產的F92熱軋圓鋼,交貨狀態為調質。圓鋼直徑140mm。國際焊接協會的碳當量計算公式為:Ceq=C + l/6Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu)。當 Ceq>0.60% 時,鋼材的硬傾向較強,可焊接性能較差焊接過程中容易出現冷裂紋現象,需采取焊前高溫預熱和嚴格的焊接工藝措施。根據公式計算得出,F92鋼材的碳當量值Ceq=0.713%,焊接性能十分差,特別是在調質狀態下焊接時’熱影響區的冷裂紋傾向表現更為突出,所以要選擇合適的焊接材料、優化的焊接參數、合理可行的焊接工藝。分別對焊接式樣進行沖擊、彎曲、抗拉機械性能試驗,焊縫的機械性能。對比國家標準焊接母材的抗拉、屈服、焊縫沖擊參數均滿足技術要求,且在彎頭直徑3倍樣本厚度,彎曲角度大于120°完好無損。
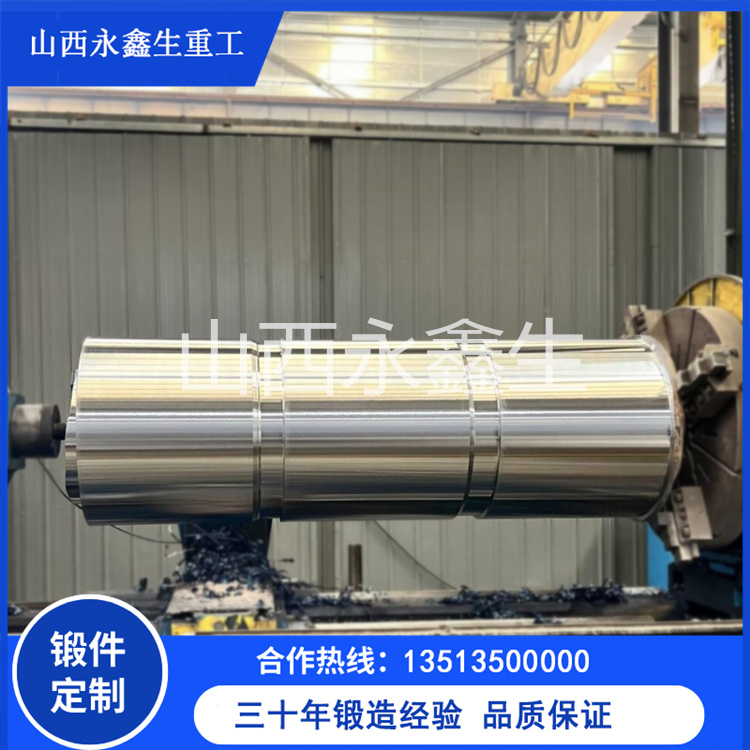
F92含碳當量過高,焊接時熱影響區易出現冷熱裂紋,焊接硬傾向性較大。為避免冷裂紋的產生, 預熱溫度必須大于120T。隨著F92熱輸人量與層間溫度的提升,焊縫延伸率顯著提升,其原因為貝氏體在焊縫中比例增大。研究確定優化的焊接工藝參數,有利于保證產品的焊接質量,提升商品的品牌知名度。

聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼