7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2021-04-09 10:52:20
點擊:2782
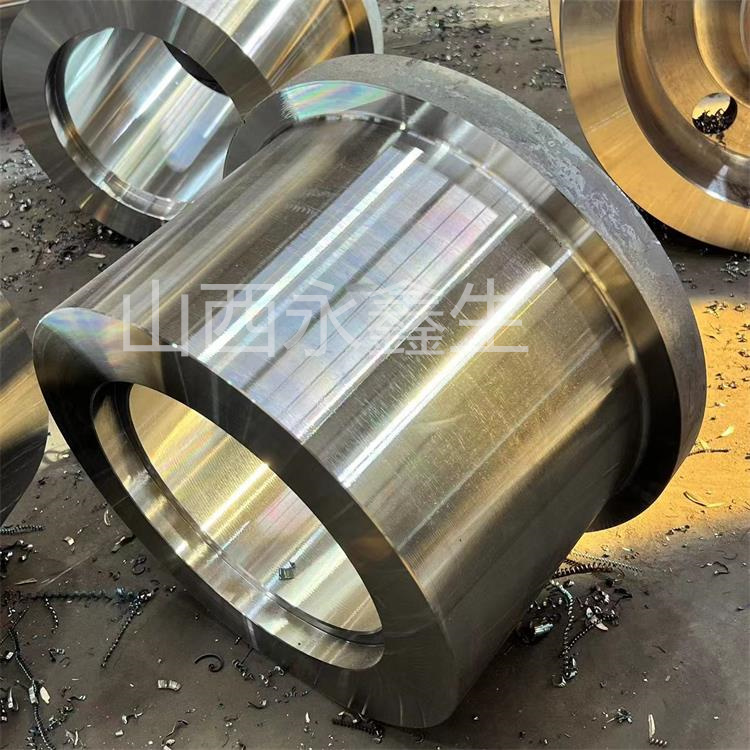
鋁合金鍛件質量檢驗的項目主要有化學成分、內部組織、力學性能、表面質量、鍛件幾何形狀及尺寸。
化學成分、內部組織、力學性能目前基本上是隨機取樣進行理化檢驗。隨著檢測技術的發展,特殊情況下也可采用無損檢測技術百分之百檢查內部缺陷。表面質量、形狀及尺寸要按工藝質量控制要求進行首件檢查、中間抽檢、尾件檢查。
鍛件質量檢驗的內容隨鍛件的類別不同,所需進行的具體檢驗項目和要求也不同。鍛件的類別是按照零件的受力情況、工作條件、重要程度、材料種類和冶金工藝的不同來劃分的。各工業部門對鍛件類別的分類不盡相同,有些部門將鍛件分為3類,有的分為4類或5類。對于鋁合金鍛件,一般分為3類。各類鋁合金鍛件檢驗項目。對于某些有特殊要求的鍛件,尚須按供需雙方簽訂的專用技術條件文件中的規定進行檢驗。
鍛件質量檢驗可按以下幾種方式分類:
1)按鍛造生產順序可分為鍛造生產過程檢驗(原材料、下料、模 具、加熱、鍛造和熱處理等)和成品檢驗。
2)按工廠中的檢驗制度分為自檢(操作者的自檢)、互檢(工人之 間互檢)和專檢(檢驗人員專檢)。
3)按技術特性可分為:外觀質量檢驗及內部質量檢驗,外觀質量 檢驗主要指鍛件的幾何尺寸、形狀,表面狀況等項目的檢驗,內部質量檢驗則主要是指鍛件化學成分、宏觀組織、顯微組織及力學性能等 各項目的檢驗。
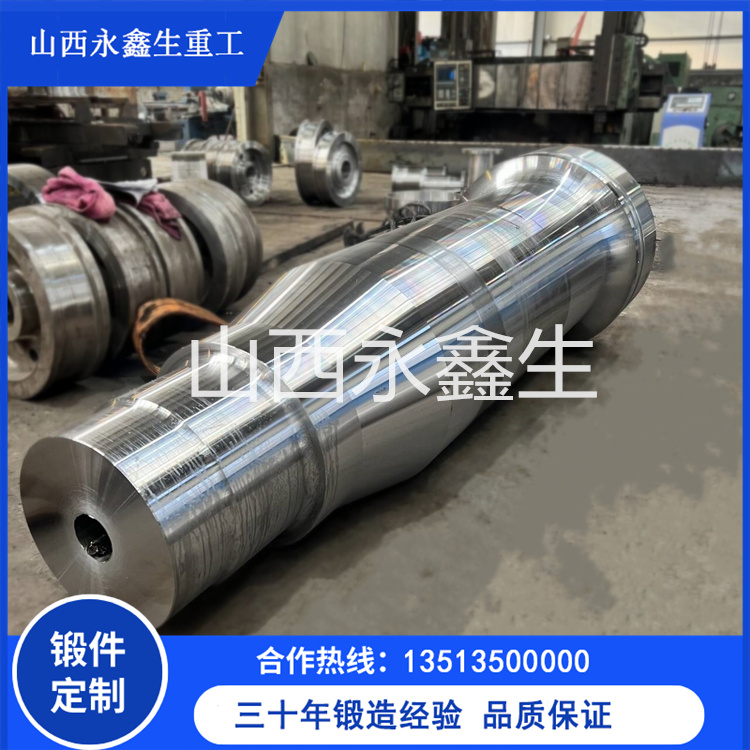
鋁合金鍛造坯料主要有鑄錠和擠壓坯料。
(1)鑄錠的質量檢驗
鑄錠主要用于生產大型鍛件和模鍛件。為了確保鍛件質量,及時 發現和防止不合格鑄錠投人生產是至關重要的。用于鍛件生產的鑄錠,均須做如下檢驗:
1)化學成分。對每一熔煉爐次的鑄錠,都應逐個作化學成分分 析,檢驗化學成分是否符合相應的技術標準要求。
2)尺寸偏差。包括鑄錠的直徑和長度,鋸切鑄錠還要檢查鋸口的 切斜度。
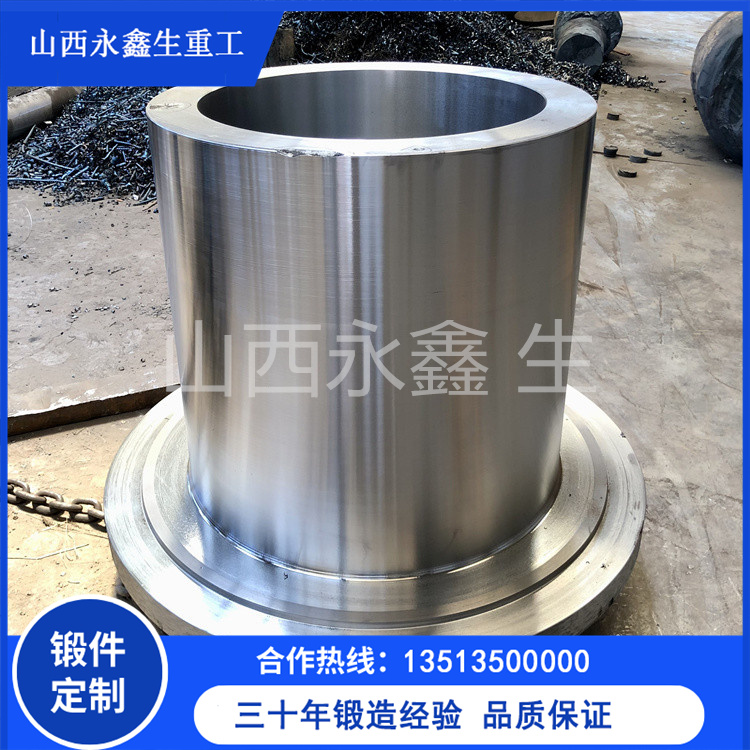
3)表面質量。對每一爐批鑄錠都應采用目視方法逐個檢查其表面質量。其中包括以下幾項要求:
①車皮后的鑄錠表面不允許有氣孔/夾渣、成層、疏松、鋁肩等缺陷,清除表面的油污及臟物,刀痕深度和機械碰傷要符合標準,鑄錠兩側的毛刺必須刮凈,表面粗糙度不低于fta25( ▽ 3),對于進行多方鍛造的鑄錠,必須修掉頂針孔,修后須圓滑過渡,其深寬比為1 :5 以上。
②據切鑄錠的鋸齒痕深度應符合標準規定,無鋸屑和毛刺。
4)高倍檢查,均勻化退火后的鑄錠,應在其熱端切取高倍試樣, 檢查是否過燒。
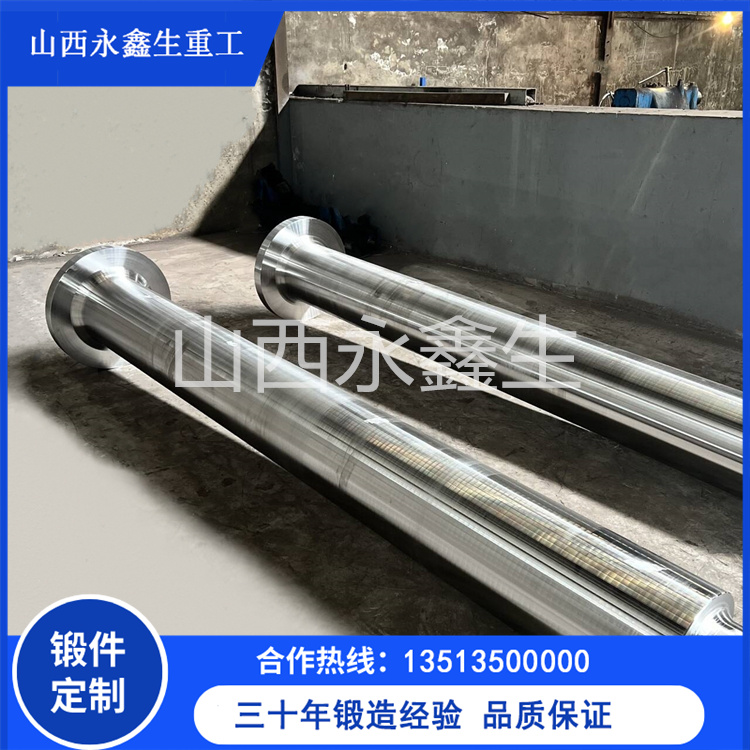
5)切取試片進行氧化膜、低倍和斷口檢査,氧化膜和低倍試片一 般采取鑄錠的橫向試片,按根從鑄錠最易產生缺陷的頭部和尾部切取,由于氧化膜在鑄錠底部出現的概率最大,所以氧化膜試樣都在鑄徒底部選取,有特殊要求的低倍試片也可取縱向試片。低倍檢驗組織缺陷有裂紋、夾渣、氣孔、白斑、球松、晶粒度、羽毛晶、化合物、光晶等。一般鋁合金鍛造企業內控技術標準對這些組 織和缺陷的評級和處理都有具體的規定。
鑄錠的斷口主要用于檢驗那些破壞鑄錠的連續性的缺陷,如化合物偏析、白點、氧化膜,夾渣、晶層分裂等。用于斷口檢驗的試樣有兩種:
①用低倍片直接作斷口試樣。
②部位切取氧化膜試樣,再按專門的方法加工成氧化膜工藝試樣。
聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼